幕墙插芯加工产生反弹的根本原因是材料完成弯曲过程后,弯曲部分承受不均匀应力。如果这部分不均匀应力变成均匀应力,即使整个节是应力或拉力应力,也可以减少反弹量。但是,某些零件对变形有特殊要求,例如压痕,必须在适当的溶液中设计和处理。对于这种零件,适合使用凸模的形状,而且小反弹量也不错。

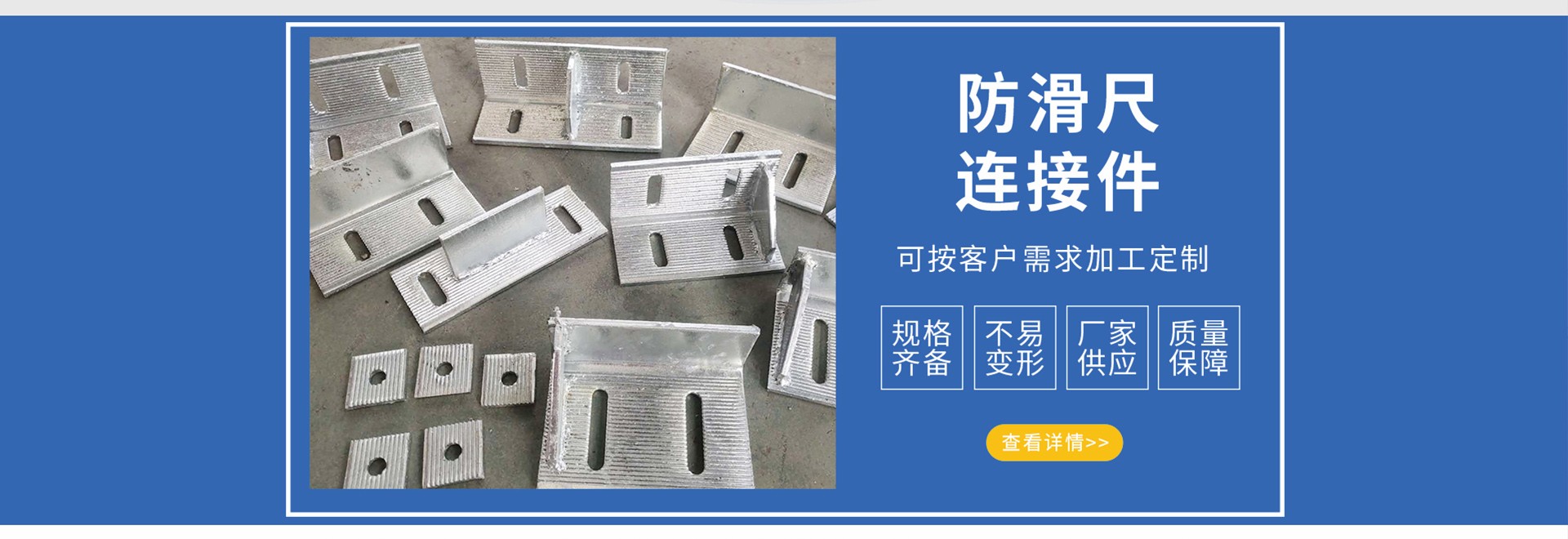
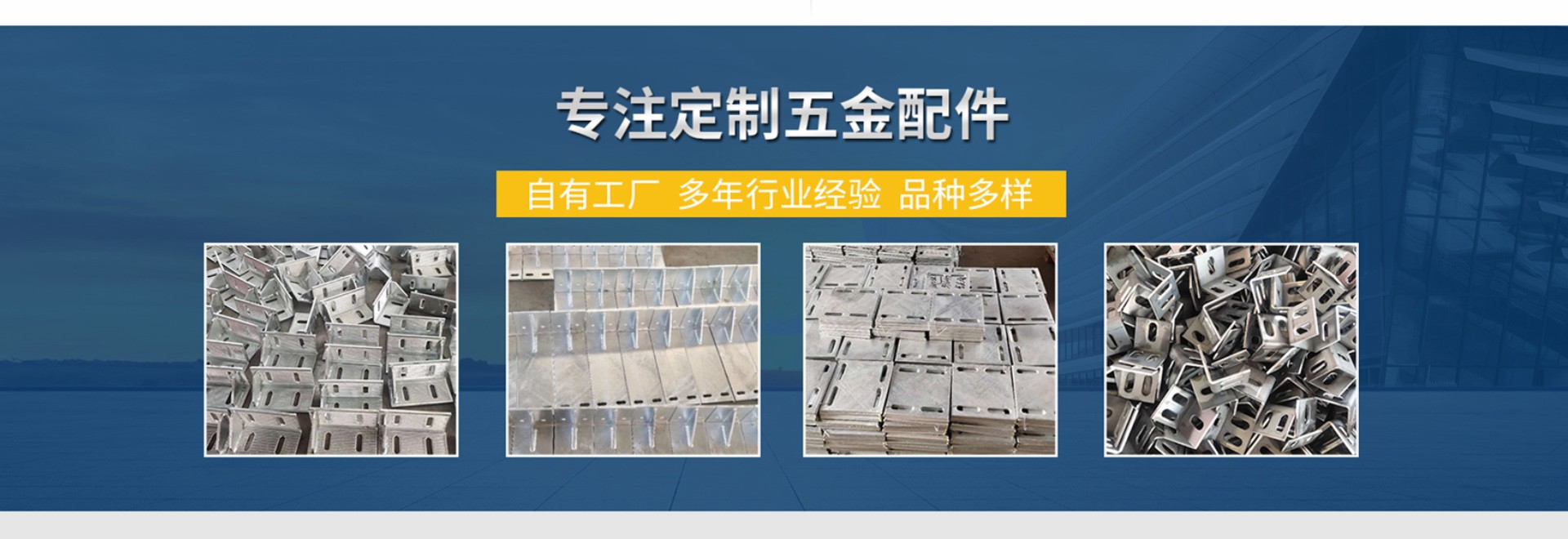
专业预埋件生产厂家Professional embedded parts manufacturer
全国咨询热线:13393069886


幕墙插芯加工产生反弹的根本原因是材料完成弯曲过程后,弯曲部分承受不均匀应力。如果这部分不均匀应力变成均匀应力,即使整个节是应力或拉力应力,也可以减少反弹量。但是,某些零件对变形有特殊要求,例如压痕,必须在适当的溶液中设计和处理。对于这种零件,适合使用凸模的形状,而且小反弹量也不错。
幕墙插芯加工产生反弹的根本原因是材料完成弯曲过程后,弯曲部分承受不均匀应力。如果这部分不均匀应力变成均匀应力,即使整个节是应力或拉力应力,也可以减少反弹量。但是,某些零件对变形有特殊要求,例如压痕,必须在适当的溶液中设计和处理。对于这种零件,适合使用凸模的形状,而且小反弹量也不错。
河北政泽幕墙配件预埋件厂家
联系方式: 13393069886
版权所有:太阳成集团(tyc122cc·中国)官网-SunCity Group
 扫一扫
扫一扫